
Uzyskaj wycenę

+86-18862679789


admin@evertopest.com

wydajność wytłaczania różni się w zależności od kierunku obrotu?
W procesie mieszania materiałów wydajność wytłaczarki dwuślimakowej bezpośrednio determinuje efekt mieszania materiału, wydajność produkcji i jakość produktu końcowego. Ze względu na kierunek obrotu ślimaka wytłaczarki dwuślimakowe dzielą się na wytłaczarki dwuślimakowe współbieżne i wytłaczarki dwuślimakowe przeciwbieżne, przy czym główna różnica między nimi polega na kierunku obrotu ślimaka. To, co wydaje się być jedynie różnicą w kierunku obrotu, skutkuje znaczącymi różnicami między nimi pod względem charakterystyki przetwarzania, wydajności mieszania i kompatybilności produktu.
Główna różnica między śrubą dwuślimakową współbieżną a śrubą dwuślimakową przeciwbieżną polega na procesie interakcji śrub:
• Kiedy dwa gwinty współbieżnej śruby podwójnej popychają materiał, ich nacisk nakłada się na siebie;
• Kiedy dwie linie gwintu przeciwbieżnego materiału popychającego z podwójną śrubą, ich napory znoszą się wzajemnie.
Określa to podstawową zasadę działania i charakterystykę działania zarówno dwuślimakowych współbieżnych, jak i przeciwbieżnych.
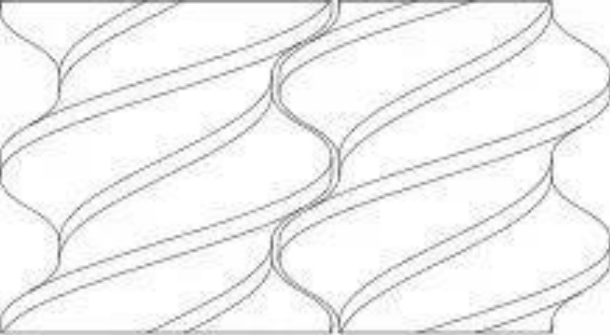
Rysunek 4 Pasowanie współbieżnej śruby podwójnej
Sposób łączenia współbieżnej śruby podwójnej pokazano na rysunku 4. Dwie śruby współbieżnej śruby podwójnej obracają się w tym samym kierunku, a gwinty obu śrub są prawoskrętne. Określenie kierunku transportu materiału jest takie samo jak w przypadku pojedynczego ślimaka.
Sposób łączenia przeciwbieżnej podwójnej śruby pokazano na rysunku 5. Dwie śruby przeciwbieżnej podwójnej śruby obracają się w przeciwnych kierunkach, a gwinty dwóch śrub obracają się w przeciwnych kierunkach. Obie śruby obracają się na zewnątrz. Oznacza to, że wzdłuż kierunku wytłaczania prawa strona to lewa śruba, która obraca się zgodnie z ruchem wskazówek zegara, a lewa strona to prawa śruba, która obraca się w kierunku przeciwnym do ruchu wskazówek zegara.
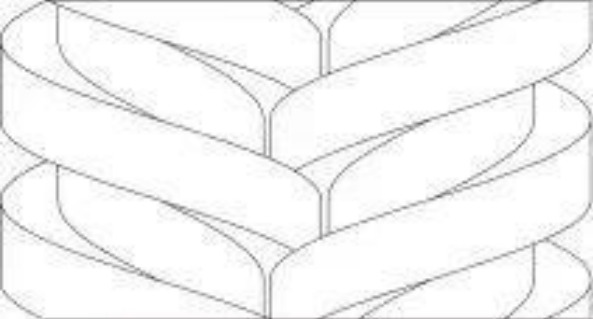
Rysunek 5 Przeciwbieżne połączenie dwuśrubowe
Analiza wyników eksperymentów symulacyjnych
Pole fizyczne
1
Pole ciśnienia
Jak wynika z mapy chmur ciśnienia (Rysunek 6) i krzywej zmian ciśnienia (Rysunek 7):
W procesie wytłaczania współbieżnego dwuślimakowego ciśnienie w kanale przepływowym ulega wahaniom. Odnosząc się do konstrukcji po współobrotowym pasowaniu dwuślimakowym (rys. 4), stwierdzono, że wahania ciśnienia zmieniają się w górę i w dół w zależności od położenia grzbietu śruby. Dzieje się tak dlatego, że grzbiet ślimaka jest wysoko wystającą częścią powierzchni ślimaka, a wytłaczany materiał poddawany jest silniejszym siłom wyciskania i ścinania podczas przechodzenia przez grzbiet ślimaka, więc nacisk w miejscu grzbietu ślimaka jest często stosunkowo wysoki.
W przypadku wytłaczania dwuślimakowego przeciwbieżnego ciśnienie w kanale wlewowym najpierw wzrasta, a następnie maleje wzdłuż kierunku wytłaczania, a w położeniu środkowym występuje lokalne wysokie ciśnienie. Odnosząc się do konstrukcji dwuślimakowego pasowania przeciwbieżnego (rys. 5), stwierdzono, że w miejscu zazębienia wzdłuż środka kierunku wytłaczania występuje miejscowe wysokie ciśnienie. Dzieje się tak dlatego, że dwie śruby obracają się w przeciwnych kierunkach, a przepływ materiału jest nierówny lub blokowany podczas procesu wytłaczania, który gromadzi się w środkowym położeniu i następnie tworzy lokalne wysokie ciśnienie w kanale.
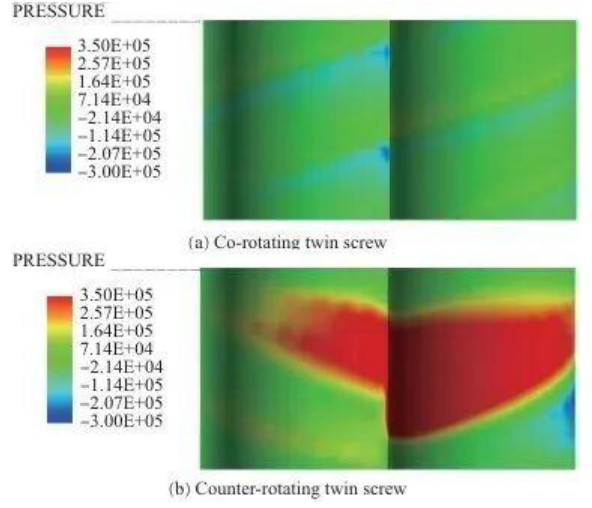
Rysunek 6 Wykres chmur ciśnienia w kanale wlewowym podczas procesu wytłaczania
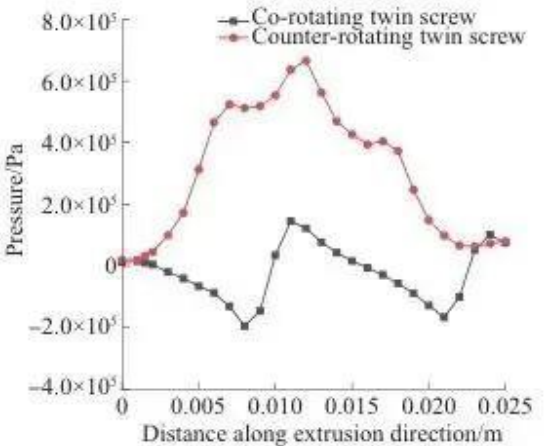
Rysunek 7 Krzywa zmian ciśnienia
2
Pole szybkości ścinania
Jak wynika z chmury szybkości ścinania (Rysunek 8) i krzywej zmienności szybkości ścinania (Rysunek 9):
Zarówno w przypadku wytłaczania dwuślimakowego współbieżnego, jak i wytłaczania dwuślimakowego przeciwbieżnego, prędkość ścinania jest większa na grzbiecie ślimaka i niższa w rowku ślimaka. Przyczyną tego zjawiska jest to, że w wąskich szczelinach materiał przepływa szybciej, a szczelina pomiędzy grzbietami ślimaka a wewnętrzną ścianką lufy jest mniejsza, przez co prędkość ścinania jest większa, natomiast szczelina pomiędzy rowkami ślimaka a wewnętrzną ścianą lufy jest większa, przez co prędkość ścinania jest mniejsza.
Miejscowa duża prędkość ścinania w przeciwbieżnej śrubie dwuślimakowej jest spowodowana wyciekiem.
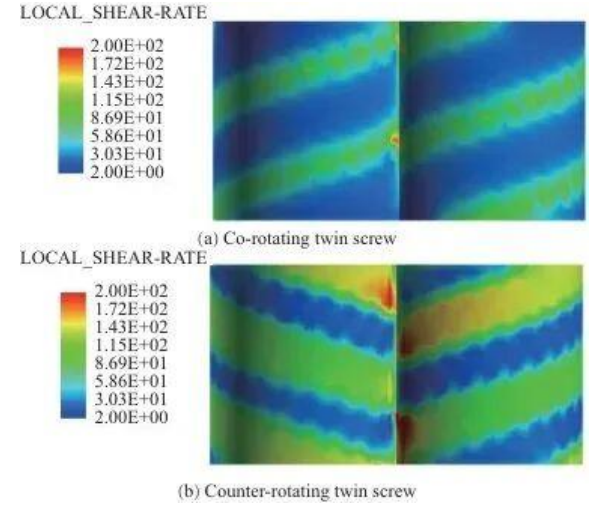
Rysunek 8 Chmura szybkości ścinania podczas wytłaczania
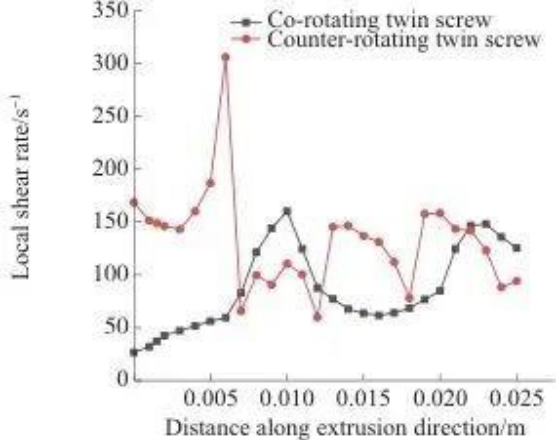
Rysunek 9 Krzywa zmienności szybkości ścinania
Mieszanie dzieli się głównie na mieszanie dystrybucyjne i dyspersyjne.
Mieszanie rozproszone służy do opisania procesu dystrybucji materiału, w którym materiał jest stale przegrupowywany i kierowany pod naciskiem wirnika ślimakowego;
Mieszanie dyspersyjne opisuje proces, w którym wielkość materiału zmienia się w wyniku ciągłego rozciągania i ścinania cząstek materiału. Metodę cząstek znacznikowych wykorzystano do przeprowadzenia statystyk matematycznych dotyczących parametrów trajektorii, takich jak czas przebywania, wskaźnik rozkładu, skala separacji i rozkład maksymalnego naprężenia ścinającego, aby przeanalizować różnice w wydajności mieszania pomiędzy współbieżną śrubą dwuślimakową i przeciwbieżną dwuślimakową.
Osiowa wydajność mieszania
Rozkład czasu przebywania jest ważnym wskaźnikiem pomiaru osiowego mieszania elementów ślimakowych. Opisuje rozkład czasu przebywania materiałów w wytłaczarkach dwuślimakowych w dwóch postaciach: funkcji rozkładu skumulowanego czasu przebywania i funkcji rozkładu czasu przebywania, które wyrażają się odpowiednio funkcją prawdopodobieństwa i funkcją gęstości prawdopodobieństwa.
1 Łączny rozkład czasu przebywania
Krzywa rozkładu skumulowanego czasu przebywania (Rysunek 10) opisuje skumulowany rozkład prawdopodobieństwa czasu przebywania płynu lub materiału w wytłaczarce.
Jak pokazano na rysunku 10, we współbieżnej śrubie dwuślimakowej czas, w którym cząstki znacznika po raz pierwszy opuszczają kanał kanałowy, wynosi 1,00 s, czas, w którym całkowicie opuszczają kanał kanałowy, wynosi 54,82 s, a szerokość rozkładu czasu przebywania wynosi 53,82 s.
W przeciwbieżnej śrubie dwuślimakowej czas pierwszego wypłynięcia cząstek znacznika z kanału wynosi 1,48 sekundy, czas ich całkowitego wypłynięcia z kanału wynosi 59,80 sekundy, a szerokość rozkładu czasu przebywania wynosi 58,32 sekundy.
Krzywa rozkładu skumulowanego czasu przebywania współbieżnej śruby dwuślimakowej jest wyższa od skumulowanego czasu przebywania współbieżnej śruby dwuślimakowej, a wyższa krzywa wskazuje, że w danym momencie z kanału wypływa więcej cząstek.
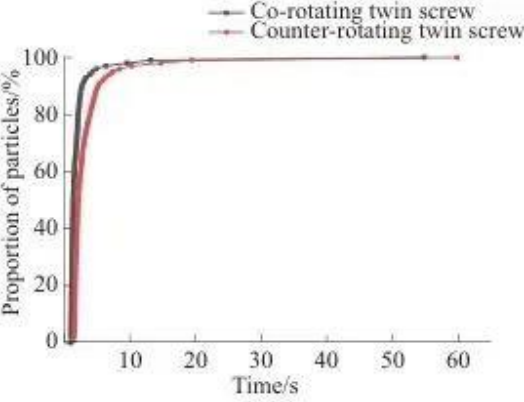
Rysunek 10 Rozkład skumulowanego czasu przebywania
2 Rozkład czasu przebywania
Krzywa rozkładu gęstości prawdopodobieństwa czasu przebywania opisuje rozkład prawdopodobieństwa czasu przebywania materiału w wytłaczarce w różnych okresach czasu. Wyższa gęstość prawdopodobieństwa oznacza większe prawdopodobieństwo przebywania materiału w tym okresie, natomiast niższa gęstość prawdopodobieństwa oznacza stosunkowo krótszy czas przebywania. Z funkcji gęstości prawdopodobieństwa rozkładu czasu przebywania (rysunek 11) wiadomo, że:
We współbieżnej śrubie dwuślimakowej większość cząstek jest skoncentrowana w czasie od 1,00 do 1,99 sekundy, a w przeciwbieżnej śrubie dwuślimakowej większość cząstek jest skoncentrowana w czasie od 1,48 do 2,97 sekundy. Odpowiednia krzywa współbieżnej dwuślimakowej znajduje się dalej na lewo, a szczyt jest wyższy, co wskazuje, że zdolność przenoszenia współbieżnej dwuślimakowej jest większa. Przyczyną tego zjawiska może być fakt, że podczas procesu wytłaczania dwuślimakowego współbieżnego materiał jest transportowany przez ślimak na siłę po torze o kształcie „∞”.
W przypadku wytłaczania dwuślimakowego przeciwbieżnego materiał porusza się w kształcie litery „C”, miesza się i reaguje wielokrotnie w komorze w kształcie litery C, co skutkuje wydłużonym czasem przebywania.
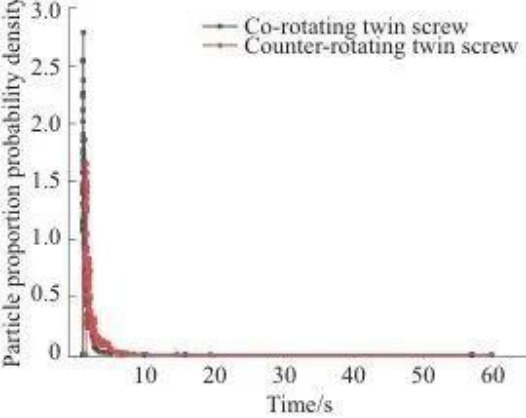
Rysunek 11 Rozkład czasu przebywania
Rozproszona wydajność mieszania
1 Wskaźnik dystrybucji
Wskaźniki rozkładu opisują właściwości reologiczne i zachowanie płynięcia materiałów wytłaczanych. Z krzywej wskaźnika rozkładu (Rysunek 12) można zauważyć, że równomierność rozkładu w przypadku dwuślimakowej przeciwbieżnej jest lepsza niż w przypadku dwuślimakowej współbieżnej.
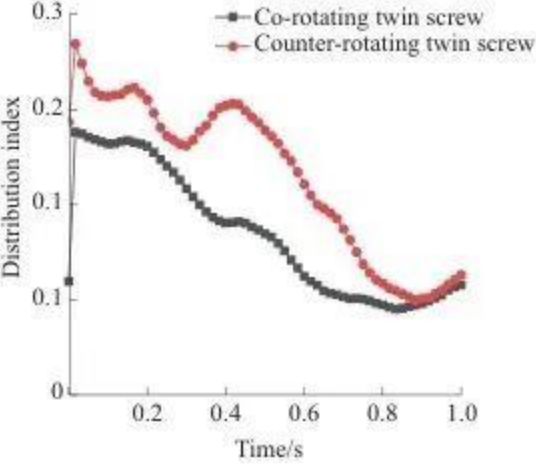
Rysunek 12 Indeks rozkładu
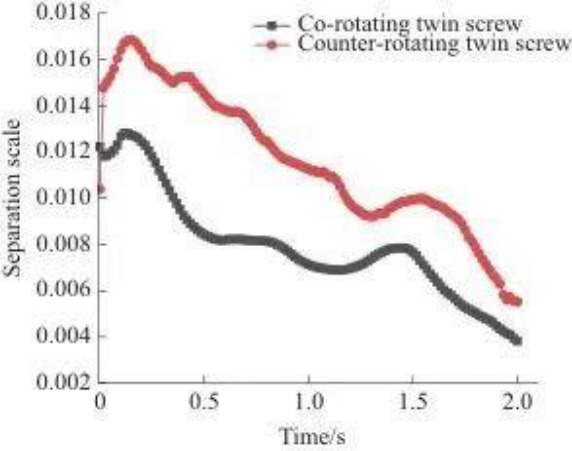
2 Skala separacji
Skale separacji charakteryzują rozproszone procesy mieszania. Rysunek 13 przedstawia krzywą skali separacji. W początkowej chwili obie cząstki znajdują się po obu stronach wlotu, więc wartość skali separacji jest duża. W miarę upływu czasu skala separacji pod wpływem mieszania ślimakowego maleje, krzywa maleje, stopień wymieszania rozkładu cząstek powierzchniowych stopniowo się pogłębia, a podczas procesu występuje zjawisko fluktuacji, które jest spowodowane agregacją cząstek w procesie przepływu.
Krzywa skali separacji współbieżnej śruby dwuślimakowej jest zawsze niższa niż w przypadku przeciwbieżnej śruby dwuślimakowej, co wskazuje, że jest ona bardziej równomierna w dystrybucji.
Rysunek 13 Skala separacji
W przypadku współbieżnego wytłaczania dwuślimakowego dwie śruby obracają się w tym samym kierunku i tworzą silny efekt ścinający w punkcie zazębienia, a materiał wymienia się wielokrotnie między ślimakami, co pomaga uzyskać równomierne mieszanie dystrybucji.
W wytłaczarce dwuślimakowej przeciwbieżnej większość materiału zatrzymywana jest w komorze w kształcie litery C, a jedynie niewielka ilość materiału wypływającego ze szczeliny podlega ścinaniu i rozciąganiu. Uszczelnienie jest dobre, co zmniejsza nieregularny przepływ materiału w kanale rynnowym, a co za tym idzie, zmniejsza się również jednorodność mieszanki.
Wydajność dyspersji i mieszania
Proces dyspersji i mieszania to proces, w którym wielkość cząstek stale maleje, a siły ścinające i rozciągające, jakim poddawane są cząstki materiału, odgrywają w tym procesie znaczącą rolę.
Maksymalne naprężenie ścinające doświadczane przez cząstkę znacznika wskazuje proces ścinania, któremu ulega cząstka znacznika podczas procesu wytłaczania dwuślimakowego. Im większy udział cząstek znacznika podlegających silnemu ścinaniu, tym lepszy efekt dyspersji ślimaka.
Rysunek 14 przedstawia krzywą prawdopodobieństwa maksymalnego naprężenia ścinającego. Jak można zobaczyć na rysunku 14, krzywa odpowiadająca dwuślimakowi obracającemu się przeciwnie jest większa od krzywej dwuślimakowej współbieżnej.
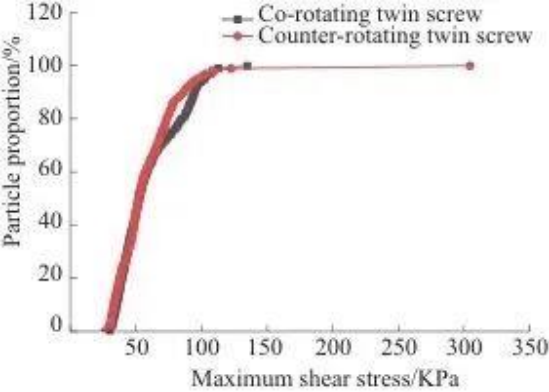
Rysunek 14 Maksymalne prawdopodobieństwo naprężenia ścinającego
Rysunek 15 przedstawia krzywą gęstości prawdopodobieństwa maksymalnego naprężenia ścinającego. Z rysunku 15 widać, że maksymalne naprężenie ścinające wytrzymane przez cząstkę koncentruje się w szczycie występu krzywej.
Dwie cechy krzywej wskazują, że przeciwbieżna śruba podwójna ma większą zdolność dyspergowania i może zapewnić silniejsze efekty ścinania i rozciągania niż współbieżna śruba podwójna.
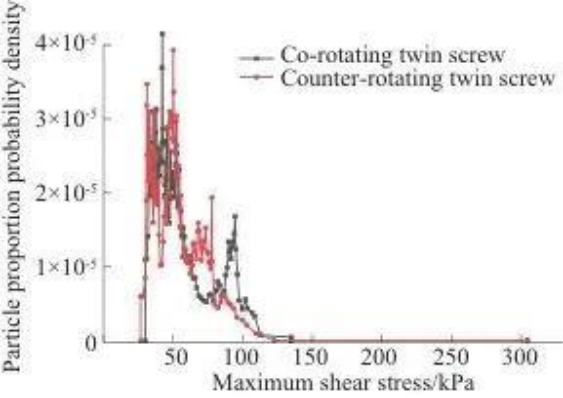
Rysunek 15 Maksymalna gęstość prawdopodobieństwa naprężenia ścinającego
Analiza wyników eksperymentalnych
Analiza próby udarności rozciągania
Rysunki 17 i 18 przedstawiają odpowiednio dane z testów rozciągania i udarności.
Wytrzymałość na rozciąganie i naprężenie rozciągające przy zerwaniu wielowypustów materiału wytłaczanych metodą współbieżnego wytłaczania dwuślimakowego były nieco wyższe niż te wytłaczane metodą przeciwbieżnego wytłaczania dwuślimakowego.
Absorpcja energii uderzenia i udarność wypustów materiału wytłaczanych w procesie wytłaczania przeciwślimakowego są nieco wyższe niż w przypadku wytłaczania w procesie wytłaczania współślimakowego.
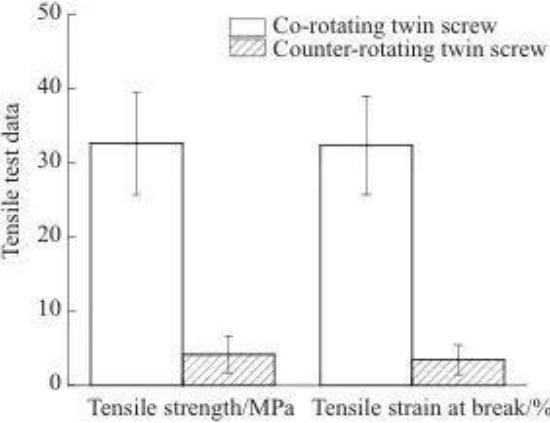
Rysunek 17 Dane z próby rozciągania
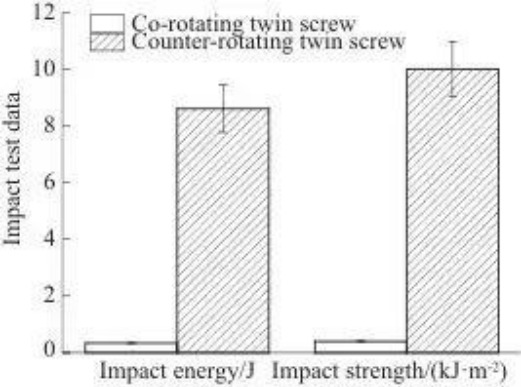
Rysunek 18 Dane z próby udarności
Wyniki badań reologicznych
Właściwości reologiczne polimerów są zazwyczaj odzwierciedlone w module zachowawczym (G'), module stratności (G') i lepkości kompozytu (η*). Moduł zachowawczy odzwierciedla elastyczność materiału, moduł stratności odzwierciedla lepkość materiału, a lepkość złożona odzwierciedla masę cząsteczkową. Płynność stopionego polimeru zależy od zdolności poruszania się segmentów łańcucha molekularnego. Wytłaczanie ślimakowe zmienia strukturę molekularną PLA, powodując pękanie jego łańcuchów molekularnych i zmniejszenie jego lepkości.
Rysunek 19 przedstawia krzywą lepkości kompozytu η* z częstotliwością kątową. Z rysunku 19 widać, że η* maleje wraz ze wzrostem częstotliwości kątowej.
Ze względu na różnicę strukturalną, przeciwbieżna podwójna śruba ma silniejszą zdolność dyspersji i mieszania, a łańcuch molekularny pęka pełniej. Dlatego η* materiału wytłaczanego przez dwuślimakową przeciwbieżną jest mniejszą niż w przypadku współbieżnej dwuślimakowej.
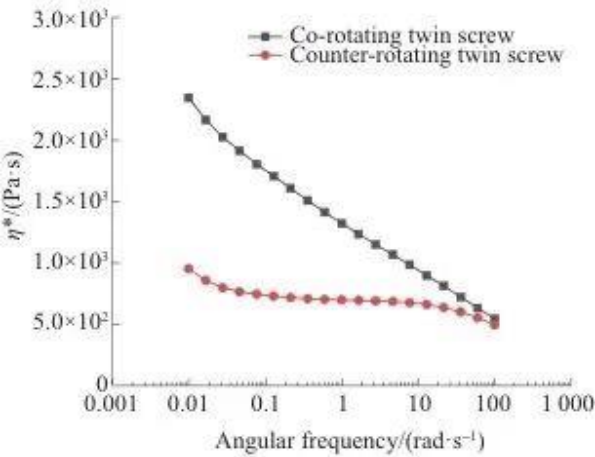
Rysunek 19 Krzywe η * z częstotliwością kątową
Podsumowanie
Zalety wytłaczarek dwuślimakowych współbieżnych:
• Pole przepływu (zwłaszcza ciśnienie) jest stosunkowo stabilne.
• Niezwykle silna zdolność mieszania dystrybucji, wysoka równomierność dystrybucji materiału.
• Krótki czas przebywania materiału i wysoka wydajność transportu ułatwiają obróbkę materiałów wrażliwych na ciepło i zmniejszają ryzyko degradacji termicznej.
• Wytłaczane produkty mają lepsze właściwości rozciągające.
Zalety wytłaczarek dwuślimakowych przeciwbieżnych:
• Większa zdolność budowania ciśnienia (ale uważaj na możliwe lokalne wysokie ciśnienie).
• Bardziej intensywne ścinanie, doskonała dyspersja i zdolność mieszania. Może zapewnić silniejszy efekt rozciągający.
• Dłuższy czas przebywania i szersza dystrybucja materiałów, odpowiednia dla procesów wymagających wystarczającego czasu reakcji lub mieszania.
• Produkty wytłaczane mają wyższą udarność i niższą lepkość stopu (bardziej dokładne pęknięcia łańcucha molekularnego).
Dlaczego niepalny sprzęt panelowy A2 zapewnia niezrównane bezpieczeństwo i wydajność The Linia do produkcji niepalnych, ognioodpornych metalowych paneli kompozytowych A2 to ostateczne rozwiązanie zapewniające bezpieczeństwo nowoczesnego budownictwa...
View MoreMaszyna do poziomowania trzech rolek: bezpośredni werdykt operacyjny Zasada działania w skrócie: A trzyrolkowa prostownica działa poprzez przepuszczenie blachy pomiędzy trzema przesuniętymi walcami (dwa dolne, jeden górny). Materiał ulega ...
View MoreBranże, które potrzebują linia do produkcji paneli kompozytowych większość z nich to okładziny budowlane i architektoniczne, transport (kolejowy, lotniczy i pojazdów użytkowych), pomieszczenia czyste i obiekty przemysłowe, wnętrza sklepów i obiektów kome...
View MoreA linia do produkcji paneli kompozytowych to zintegrowany system przemysłowy przeznaczony do produkcji paneli wielowarstwowych poprzez łączenie różnych materiałów — zazwyczaj metalowych powłok z warstwą rdzenia — poprzez ciągłe, zautomatyzowane procesy, ...
View More
Klastry przemysłowe w wiosce Tanshang, Ganghua Road, miasto Jingang, miasto Zhangjiagang, prowincja Jiangsu, Chiny

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Prawa autorskie © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Wszelkie prawa zastrzeżone. Producenci linii do produkcji niestandardowych paneli kompozytowych






.")